 Trường AWE
Trường AWE
2.1. Thành phần cấu tạo ván MDF
Tương tự như MFC Ván MDF phủ bề mặt nhựa Melamine có thành phần cốt cấu tạo chính là sợi gỗ (hay bột gỗ), chất kết dính và một số thành phần khác (Parafin, chất làm cứng…).
Thông thường, thành phần của ván MDF bao gồm khoảng 75% gỗ, 11 – 14% keo Urea Formaldehyde (UF), 6 – 10% nước và dưới 1% thành phần khác (Parafin, chất làm cứng…). Đối với môi trường có độ ẩm cao, nhựa Melamine hoặc nhựa Phenolic & Polymeric Diphenylmethane Diisocyanate (PMDI) được thêm vào keo để tạo ra vật liệu MDF chống ẩm.
Các sợi gỗ (hay bột gỗ) trong thành phần gỗ ép MDF chủ yếu được chế biến từ các loại gỗ mềm. Tuy nhiên, tùy theo mục đích của nhà sản xuất mà một số thành phần gỗ cứng có thể được thêm vào để đạt được loại gỗ mong muốn.
 Cốt MDF vàng nhạt không chống ẩm
Cốt MDF vàng nhạt không chống ẩm
Nguyên liệu để sản xuất ván MDF bao gồm các loại gỗ rừng trồng (như cao su, bạch đàn, keo, thông, giẻ, sồi, vân sam), bã mía, phế liệu gỗ, mùn cưa hoặc hỗn hợp dăm gỗ cứng và dăm gỗ mềm. Nguyên liệu đầu vào ngoài gỗ thân cây còn có thể tận dụng cành ngọn, bìa bắp, đầu mẫu, mùn cưa của quá trình cưa xẻ.
2.2 Đặc tính và đặc điểm chung
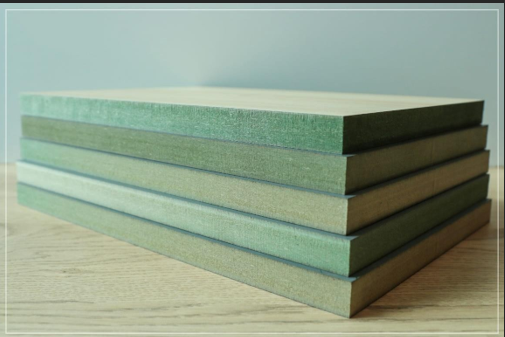
Thông thường, ván ép MDF có màu đặc trưng của gỗ (vàng, nâu). Ván chống ẩm thường có màu xanh và ván chống cháy thường có màu đỏ.
Ván MDF được coi là ổn định và trơ ở dạng tấm. Ván có thể tự phân hủy sinh học theo thời gian.
Ván MDF không có mùi. – Ván MDF có tỷ trọng trung bình từ 680 – 840 kg/m3.
Các khổ ván MDF thông dụng là 1220 x 2440 và 1830 x 2440 (mm). 2.745 x (18/25) mm, Các độ dày thông dụng của ván MDF: 3, 5, 9, 12, 15, 17, 18, 25 (mm).
MDF vượt khổ, giúp đa dạng hóa các ý tưởng thiết kế cần kích thước lớn:
1.220 x 2.745 x (18,25) mm.
MDF phủ melamine lõi xanh chống ẩm

MDF cốt màu đỏ chống cháy
2.3. Sản xuất ván MDF
Ván MDF được sản xuất bằng cách ép các sợi gỗ nhỏ dưới áp suất và nhiệt độ cao cùng với sự tham gia của các chất kết dính và các thành phần khác.
Hiện tại có hai quy trình sản xuất tấm MDF, đó là quy trình sản xuất khô và quy trình sản xuất ướt.
a. Quy trình khô
B1: Trước tiên, keo và phụ gia được phun trộn vào bột gỗ khô trong máy trộn và sấy sơ bộ.
B2: Bột sợi sau khi đã ráo keo sẽ được trải ra bằng máy rải, sau đó được cào thành 2-3 tầng tùy theo kích thước và độ dày của ván. – Các tầng này được chuyển qua máy ép có gia nhiệt. Máy ép thực hiện ép hai lần. Lần ép thứ nhất (ép sơ bộ), từng lớp được ép riêng.
Lần ép thứ hai, tất cả các lớp được ép lại với nhau.
B3: Chế độ nhiệt được thiết lập để loại bỏ hơi nước và làm keo hóa rắn từ từ.
B4: Sau khi ép, ván được xuất ra, cắt bỏ biên, chà nhám và phân loại. b. Quy trình ướt
B1: Đầu tiên, bột gỗ, keo được phun nước làm ướt để kết vón thành dạng vẩy. Chúng được cào rải ngay sau đó và được đưa lên mâm ép.
B2: Sau đó, chúng được ép nhiệt một lần đến độ dày sơ bộ.
B3: Cuối cùng, tấm ván được đưa qua cán hơi ở nhiệt độ cao để nén chặt hai mặt và rút hết
– Không bị cong vênh, co ngót và mối mọt như gỗ tự nhiên.
– Nhìn chung, giá ván MDF thấp hơn gỗ tự nhiên.
– Vì ván MDF có cấu tạo rất đồng nhất nên khi cắt, cạnh cắt không bị sứt mẻ.
– Bề mặt ván MDF phẳng và nhẵn nên có thể dễ dàng được sơn hoặc ép các bề mặt trang trí khác như Melamine hay Laminate.
– Sản lượng khá ổn định và thời gian gia công nhanh nên thích hợp với việc sản xuất hàng loạt các sản phẩm giống nhau, giúp tiết kiệm chi phí và giảm giá thành sản phẩm.
– Bề mặt có thể rộng hơn nhiều so với gỗ tự nhiên nên tiện dụng cho việc thiết kế và sản xuất các sản phẩm có kích thước lớn mà không phải chắp nối.
2.3.2 Nhược điểm:
– Gỗ công nghiệp MDF thông thường có khả năng chịu nước kém, không chịu được nước, chỉ có khả năng chống ấm.
– Ván MDF có độ cứng thấp nên khá dễ bị mẻ cạnh, ván MDF có hạn chế về độ dày nên khi cần sản xuất những sản phẩm có độ dày lớn hơn thì thường phải ghép nhiều tấm ván lại với nhau.
– Không trạm trổ được các họa tiết lên bề mặt như gỗ tự nhiên mà chỉ có thể tạo màu sắc và hoa văn bằng cách ép các bề mặt trang trí lên trên.
– Ván MDF chất lượng thấp có thể gây ảnh hưởng tới sức khỏe của người sản xuất hay người sử dụng do trong ván có thành phần Formaldehyde.
2.3.3 Phân loại ván MDF:
Ván MDF được chia thành 3 loại là MDF cốt thường (màu vàng nhạt), MDF cốt chống ẩm (tại thị trường Việt Nam, cốt chống ẩm được phân biệt bằng chất chỉ thị màu xanh, MDF cốt ván chống cháy (tại Việt nam cốt chống cháy có chất chỉ thị màu đỏ). Tuy nhiên MDF cốt thường và MDF chống ẩm là 2 loại cốt thô phổ biến nhất trong hoạt động sản xuất nội thất.
MDF chống ẩm thường được ưu tiên sử dụng cho các khu vực có độ ẩm cao, được chia thành 3 cấp độ chính:
– Ván chống ẩm tiêu chuẩn LMR (hoạt chất chống ẩm trong thành phần keo chiếm 5-7%)
– Ván chống ẩm tiêu chuẩn HMR (hoạt chất chống ẩm trong thành phần keo chiếm 1215%)
– Ván chống ẩm tiêu chuẩn HMR V313 (hoạt chất chống ẩm trong thành phần keo chiếm 21-24%)
Ván HMR V313 với chỉ số kháng ẩm cao hơn, đáp ứng những yêu cầu khắt khe hơn đối với sản phẩm nội thất đặc biệt là với khu vực ven biển, hay khí hậu nồm ẩm miền bắc, miền núi, và những khu vực có mức chênh lệch nhiệt độ cao.