 Trường AWE
Trường AWE
 I. Khái niệm:
I. Khái niệm:
Chi tiết gỗ là thành phần cơ bản cấu thành sản phẩm mộc, đã qua khâu gia công chi tiết, nhưng chưa lắp ráp. Ví dụ:
Chi tiết cửa đã qua khâu: Bào, làm mộng, soi hoàn chỉnh nhưng chưa lắp ghép.
II. Kỹ thuật pha gỗ:
Pha gỗ bằng máy cưa bàn trượt, máy cưa bào liên hợp, cưa lọng… ở xưởng.

Máy cưa bàn trượt

Cưa, bào liên hợp
Cách đọc bản vẽ kỹ thuật lên phương án pha gỗ, phân loại gỗ pha cho từng chi tiết, vạch mực, tạo mẫu vạch, pha chia tách theo nhóm, tính toán sao cho tối ưu hóa, không bị lãng phí nguyên liệu, nhưng phải đảm bảo chất lượng cho sản phẩm, không bị sai vân, lệch vân, hoặc các mắt gỗ gây phản cảm.
1. Khái niệm về phôi mộc:
Phôi là tấm hoặc thanh gỗ (gỗ tự nhiên, gỗ công nghiệp) xẻ ra có hình dáng tương tự như hình dánh của chi tiết.
Pha phôi thực ra là xẽ gỗ để tạo ra phôi mong muốn.
Gỗ pha phôi gồm có (gỗ tấm, gỗ thanh, ván…) gỗ công nghiệp (gỗ ván dăm, gỗ MDF, HDF, Gỗ nhựa, gỗ ván ép…).
2. Phương pháp pha phôi các chi tiết thẳng:
a. Phương pháp pha phôi cắt ngang, xẻ dọc:
Thực hiện: Vạch mực trên tấm ván xẻ (gỗ tự nhiên), ván tấm (gỗ công nghiệp) có hình dáng tương tự hình dáng của chi tiết cần pha.
Chọn giới hạn trược một đầu, hoặc vạch mực giới hạn trước một đầu, đo đủ kích thước phôi cần lấy lần lượt đến hết chiều dài tấm ván.
Đưa tấm ván lên máy cưa liên hợp hoặc máy cưa dàn căn cứ vào các đường mực cắt ngang nhằm đảm báo kích thước phôi theo chiều dài.
Xẻ dọc, đem tấm ván đã được cắt ngang ra xẻ theo chiều dọc để được kích thước cuối cùng của phôi.
Chú ý: khi vạch mực phải để dư ra hoặc bớt đi tùy theo gỗ.
Ví dụ: Gỗ tự nhiên phải để dư ra vài mm để quá trình bào, xử lý bề mặt, đối với gỗ công nghiệp dán gờ phải cắt phụt 1-1.5mm để không bị thừa khổ.
Trong quá trình pha gỗ nếu gặp vị trí gỗ hỏng, mục, mặt lỗi, nứt to cần bỏ đi đối với gỗ tự nhiên, đối với gỗ công nghiệp bề mặt melamin nếu cưa bị vỉa cạnh thì bỏ đi.
Khi vạch mực phải kết hợp chi tiết dài chi tiết ngắn trên một mộ tấm ván, Tính toán cho những chi tiết dài và to trước, chi tiết ngắn và nhỏ sau:
Chú ý đến chiều của vân khi pha gỗ.
Ưu điểm: Phương pháp này có được chi tiết ngắn, dễ gia công, tỉ lệ lợi dụng ván cao, không nên áp dụng với phương pháp quá ngắn sẽ gây lẵng phí gỗ.
b. Phương pháp xẻ dọc cắt ngang:
Phương pháp này trước hết đem tấm ván xẻ theo chiều dài được những thanh gỗ có chiều rộng bằng chiều rộng hoặc chiều dày của phôi, sau đó mang thanh gỗ, hoặc tấm gỗ cắt ngang để có chiều dài bằng chiều dài của phôi.
c. Phương pháp pha phôi các chi tiết cong:
Những chi tiết cong phức tạp cong như chân bàn cong, tựa ghế, chân ghế, nan cong ghế, đầu giường cong, tay vịn ghế….
Thực hiện theo trình tự vạch mực dùng mẫu hoặc dưỡng để vạch, khi vạch mực nên xem xét lựa chọn và vị trí hợp lý các kích thước trên ván sao cho tiết kiệm gỗ tối đa.
Cách xẻ: Xẻ bằng cưa vanh dùng dụng cụ bằng tay cửa sọc hoặc dàn máy cưa vòng, khi xẻ cho bàn ăn từ từ, bám theo đường mực, luôn giữ cưa ở tư thế thẳng đứng, nhớ trừ hao ra vài mm để cho quá trình gia công bề mặt.

Máy cưa lọng (dùng để vanh gỗ)
Hiện nay công nghệ uốn gỗ đã khá phổ biến, nếu sản xuất nhiều thì nên có máy uốn gỗ để hạn chế tiêu tốn nguyên liệu cũng như tăng tính thẩm mỹ, hiệu quả.
Nếu có kinh phí:
Có thể dùng may CNC để pha gỗ tự động nhất nhanh và chính xác.
III. Kỹ thuật xử lý bề mặt mặt gỗ:
1. Kỹ thuật bào mặt phẳng:
Bào là công đoạn sau khi pha phôi, nhằm tạo bề mặt nhẵn, phẳng để gia công các bước kế tiếp.
2. Mặt phẳng chi tiết gồm:
Mặt bằng (mặt chẩn), Mặt đáy và mặt ngang
Dùng máy bào cầm tay: Đối với máy bào thẩm cầm tay thì chỉnh lưỡi bào cho đúng với độ nông xâu cần thiết trước khi bào
Đối với phôi đem bào phải cố định phôi lên bàn bào một cáy chắc chắn, khi bào nếu trên mặt có chỗ cao hơn, thì bào trước khi nào chỗ cao ấy bằng với mặt rồi mới tiến hành bào tổng thể.
Đẩy bào nên đưa xuôi theo chiều thớ gỗ như vật bề mặt xẽ phẳng nhẵn, không bị xước.
Trong khi bào phải luôn ngắm để điều chỉnh cho chi tiết thẳng phẳng.
Khi bào phải bào đều tay để cho một sản phẩm bề mặt mượt và phẳng.
Tiếp tục bào mặt bên với mặt bằng (mặt chẩn) giống như bào mặt chẩn
3. Sang 02 mặt đối diện:
Lúc này chúng ta phải dùng cừ hay thước để vạch mực đường giới hạn khi bào đối với các mặt còn lại để sao cho chuẩn với kích thước thiết kế.
Khi bào đến vạch mực của cừ hay của thước thì dừng lại.
Vách mực quy đinh chiều rộng, chiều cao đúng kính thước từ 02 bề mặt đã bào ban đầu đến mặt chưa bào, từ mặt chưa bào chỉ được bào đến dung vạch mực của cừ hoặc thước.
4. Bào mặt cắt ngang:
Gá chắc chắn phôi, phải bào từ 2 đầu lại, không bào 1 mạch từ đầu này sang đầu kia sẽ sứt gỗ đầu cuối.
Chú ý: Các lỗi thường gặp khi bào bằng máy cầm tay
Ø Khi bào mặt phôi bị vút ở hai đầu, do đẩy bào không đều tay chìm đầu, nỗi đuôi.
Ø Bề mặt bị vênh, không phẳng, do không thường xuyên ngăm quan sát khi bào, kỹ thuật bào chưa đúng.
Ø Bị xước mặt: do bào ngược thớ, lưỡi bào bị cùn sứt mẻ, chỉnh khoảng cách giữa úp bào với bào quá xa.
5. Bào bằng máy cưa, bào liên hợp:
Giáo viên hướng dẫn sữ dụng ngay tại xưởng, công xuất nhanh chính xác và cho bề mặt đẹp hơn. Chỉ cần cắt phôi dư ra vài mm sau đó cho vào máy bào sẽ tự động hoặc bán tự động bào giúp công việc nhanh chóng hơn rất nhiều.
IV. Kỹ thuật gia công mối ghép đối với gỗ tự nhiên gỗ công nghiệp:
1. Gia công mối ghép gỗ tự nhiên (dùng mộng, phụ kiện kết cấu):
Dùng mộng liên kết:
Dùng máy tạo mộng

Máy tạo mộng mini
Mộng dùng để lên kết các mối nôi của gỗ một cách chắc chắn, mộng rất đa dạng nhưng đều hướng đến mục đích cuối cùng là một liên kết chắc chắn cho sản phẩm nội thất, có nhiều kiểu mộng: Mộng thẳng, mộng tròn, mộng én…

a) Mộng hộp thẳng:![]()
Mộng hộp thẳng kích thước của mộng thường được tính theo công thức sau Theo tỉ lệ kích thước mặt cắt S/B = 0.4 ÷ 0.5 S là chiều dày, B là chiều cao.
Còn độ sâu của mộng phải đủ sâu để mộng liên kết, phải lớn hơn 2/3 độ dày của chi tiết lỗ mộng.
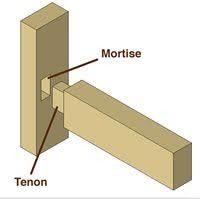
Mộng thẳng
Để đảm bảo kỹ thuật ghép mộng yêu cầu khi gia công phải chú ý chiều dày S của mộng bằng chiều rộng của lỗ mộng, còn chiều cao của thân mộng B lớn hơn chiều cao của lỗ mộng 0.5
b) Mộng trụ:
Mộng trụ phải dùng gỗ thớ dọc
Kích thước mộng D/B = 0.25 +035
D là đương kính mộng
B là chiều sâu mộng.
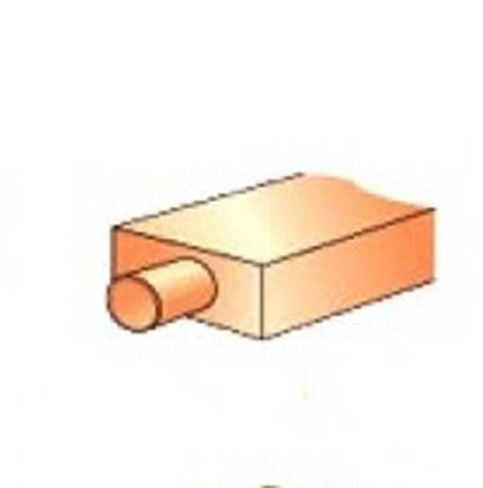
÷ 1.5mm để khi đóng vào sẽ khít và bám chặt do gỗ được ém vào.
c) Mộng én:
Mộng có hình dạng kiểu hình thang đáy lớn ở đầu mộng, sử dụng để nối ghép hộp, trong kết cấu khung ít được sử dụng do gia công khó khăn, đòi hỏi chính xác, nhưng độ bền cũng không cao.
Trong các khỗ gỗ tự nhiên khỗ cánh to và rộng thường xen mộng cánh én để hạn chế độ cong vênh của gỗ.
d) Mộng mòi: Mộng mòi là mộng thắng có thêm một phần mòi nữa để đấu mối ghép và tăng tính thẩm mỹ của mỗi ghép.
Mộng mòi phải được gia công cẩn thận chi tiết, đòi hỏi chính xác cao, góc mòi ph ải là 45° để khi lắp ráp mộng mòi kín khít.

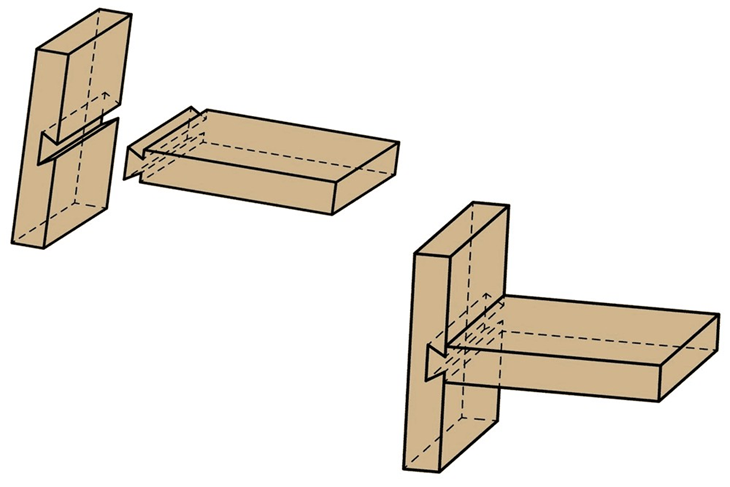
e) Mộng kín: Là mộng thẳng nhưng lỗ mộng không xuyên qua, chi tiết lắp ráp mộng kín không lộ ra.
f) Mộng nửa kín: là mộng thẳng nhưng lỗ mộng xuyên qua chi tiết khi lắp ráp đầu mộng lộ ra ngoài.
g) Mộng hở: Là mộng thắng hoặc én, khi lắp có 2 mặt trở lên của mộng lộ ra ngoài. Có rất nhiều kiểu mộng khác nữa, do sự biến thiên kết hợp của người thợ mà thành, dựa trên yêu cầu kết nối các kết cấu gỗ sao cho bền và thẩm mỹ.
1.1. Kỹ thuật ghép ván:
Ghép ván nhắm mục đích tăng độ lớn khỗ ván.
Phương pháp ghép ván theo chiều rộng: Ghép nhằm tăng chiều rộng, các chi tiết ghép với nhau theo các dọc thớ.
a) Ghép trơn:
Các tấm ván định ghép với nhau được bào thẳng cạnh, sau đó ghép lại với nhau, cách ghép này thường dùng kéo dán mối ghép, Phương pháp này đơn giản, dễ gia công tiết kiệm nguyên liệu nhưng mối nối kém, chịu lực yếu.
a) Phương pháp ghép mộng:
2 tấm ván, 01 tấm được soi dãnh một tấm được phay mộng tương ứng với rãnh sau đó ghép với nhau.
Lưu ý: Tạo liên kết chắc chắn, nhưng khó gia công, dễ vỡ mộng do nhiều thớ không thẳng.
c) Ghép bằng mộng ghép:
Là cách nối với nhau bằng mộng rời, cách ghép cả hai tấm ván cần ghép được bào thẳng cạnh, soi rãnh cạnh của hai tấm ván rồi dùng một thanh gỗ làm mộng để ghép hai tấm lại với nhau, phương pháp này dễ gia công, mối ghép tốt.

d) Ngoài ra còn nhiều cách để ghép gỗ như dùng các loại ốc cấy vào gỗ để cố định
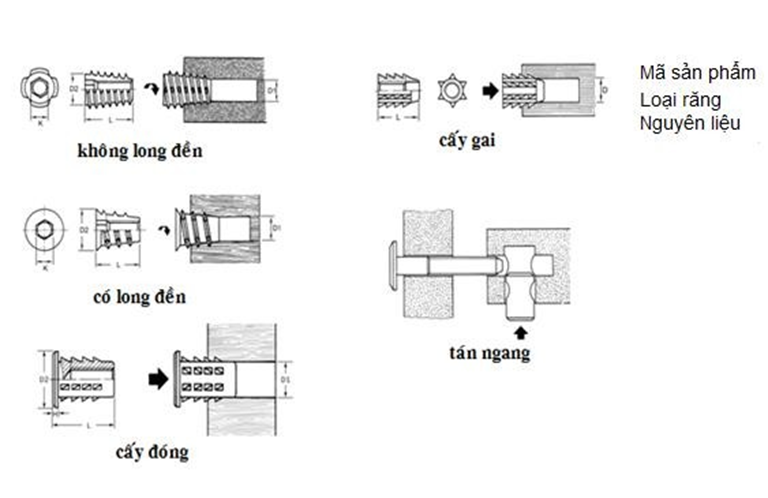

Các loại ốc cấy vào gỗ
2. Gia công mối ghé gỗ công nghiệp:

Đặc thù của gỗ công nghiệp được cấu tạo từ các lỗi nhận tạo như ván răm, MDF, HDF (ván mịn),
Ván ép, ván gỗ nhựa…
Tất cả các lỗi này rất khó gia công mộng vì rất ròn, yếu.
Chính vì vậy để lắp ghép các tấm gỗ công nghiệp với nhau người ta thường dùng các cách đặc trung sau.
a) Dùng súng bắn đinh, đinh vít:
b) Dùng ke sắt liên kết:
Băn ke ở các vị trí liên kết giữ 2 tấm gỗ, cố định ke bằng ví

Ke sắt thông dụng
c) Dùng vít cam: Dùng máy khoan cam cầm tay hoặc dàn máy khoan cam vít để đục lỗ cam.
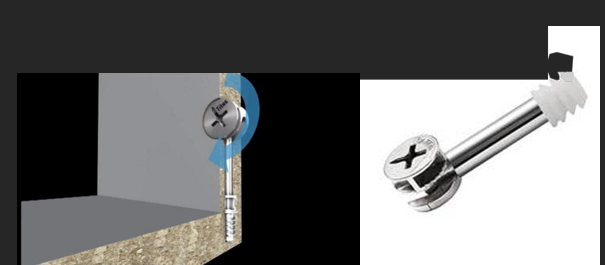
Giáo viên hướng dẫn dùng máy khoan vít cam và lắp đặt vít cam liên kết.
V. Quy trình lắp ráp sản phẩm, lắp đặt phụ kiện:
1. Lắp các loại phụ kiện:
Hướng dẫn lắp đặt: Ray bi, ray âm, ray hộp… phân biệt các dòng giảm chấn và không giảm chấn, các hãng sản xuất phụ kiện thông dụng trên thị trường.
Hướng dẫn lắp đặt: Các lo ại bản lề, tay nắm, tay nâng tủ bếp, khay trượt tủ bếp, mân xoay tủ bếp…
Cách lắp đặt bản lề giảm chấn:

Bước 1: Bắt vít bản lề vào cửa Các bản lề giảm chấn tủ bếp có hai phần
Phần cup được bắt vít vào cánh cửa và phần đế được bắt vít vào tủ. Bắt đầu bằng việc tháo rời hai phần của bản lề và tiếp theo là đánh dấu vị trí và khoan lỗ lên cánh cửa.

Bước 2: Lắp bản lề vào đế và lắp vào tủ.
Tấm để bản lề có các lỗ hình bầu dục cho phép nó được dịch chuyển nhẹ lên hoặc xuống khi bạn muốn điều chỉnh cho vừa với cửa. Đảm bảo bạn để các vít này hơi lỏng, không siết chặt để dễ dàng thực hiện các điều chỉnh nhỏ nếu cần.
Bước 3: Gắn cửa vào tủ và điều chỉnh để hoàn thành bản lề có các vít bên trong cho phép bạn điều chỉnh vị trí cửa nằm trên mặt của tủ. Bạn có thể điều chỉnh chiều cao, chiều sâu và góc. Lắp nửa phần bản lề vào đế. Hãy chắc chắn rằng các cánh cửa được lắp đặt vào vị tríphù hợp và siết chặt các ốc vít ở mặt sau. Sử dụng các vít bên trong để điều chỉnh cách cửa ra vào trên tủ.

2. Các bước gắn ray bị 3 tầng
Để gắn ray bi 3 tầng 1 cách chính xác nhất cần chuẩn bị những dụng cụ không thể thiếu đó là: ray bi, bút viết (bút chì để vạch xong có thể xóa dễ dàng), thước vuông góc, súng bắn vít.
Sau đó thực hiện các bước sau:
Bước 1: Gắn ray bi nhỏ (phần dành cho hộc) và hộc tủ. Chúng ta gắn chính giữa tâm ngang của cả hộc kéo (đã tính mặt nạ – một số thợ trẻ, hay thợ làm tay ngang thường gắn mặt nạ sau vì sợ làm hộc không đều rồi rà lại cạnh của mặt nạ sau là không chuyên nghiệp, dẫn đến lắp ray thường bị sai).
Bước 2: Lấy thước vuông vạch 1 đường vuông góc tính từ mí dưới cùng của hộc kéo. Sau đó lấy thước đo khoảng cách từ mí dưới cùng này lên đến tâm của lỗ khoan vít đúng bằng khoảng cách của ray.
Bước 3: Gắn ray lớn vào hông vách đỡ hộc.
Bước 4: Gắn hộc vào ray lớn là xong.
Mẹo để gắn ray bi nhanh là đưa về giữa tâm của hộc kéo, ngoài ra 1 số loại ray bi khác như ray bánh xe cũng có cách gắn tương tự. Còn ray đỡ tủ là 1 loại ray chuyên biệt khác, chúng tôi sẽ hướng dẫn sau.

Ray bi 3 tầng
3. Cách lắp đặt ray âm giảm chấn:
Chuẩn bị: + 1 bộ ray trượt giảm chấn đầy đủ + Tua vít 5 + Khoan cầm tay + Giấy chà nhám hoặc vải mềm + 1 bút dạ đánh dấu, thước
Thực hiện:
Bước 1: Đánh dấu vị trí của điểm cố định thanh ray tại hai bên thành tủ Dùng thước đo chính xác khoản cách các điểm bắn ốc vít cố định, sau đó đánh dấu trực tiếp lên phần thành tủ – nơi lắp đặt thanh ray. Lưu ý đo chính xác khoảng cách của cả hai bên thành tủ, làm sao để đảm bảo hai thanh ray được cố định đúng vị trí và song song với nhau. |![]()
Bước 2: Định vị thanh ray bằng ốc vít Lần lượt lấy từng thanh ray cố định vào hai bên thành tủ theo vị trí đã đánh dấu từ trước. Sau đó dùng tua vít hoặc khoan cầm tay bắn ốc vít để cố định. Làm lần lượt hai bên và phải đảm bảo thanh ray được cố định đúng vị trí.
Bước 3: Đánh dấu vị trí lắp đặt thanh trượt của hệ ray trượt Tiếp tục sử dụng thước vào bút dạ đo đạc, đánh dấu chính xác các vị trí bắn ốc vít của thanh ray ở hai bên mặt hộc tủ/ ngăn kéo.
Bước 4: Định vị thanh ray Sau khi đánh dấu vị trí cố định, bạn đặt thanh ray vào phần đã đánh dấu và tiến hành cố định bằng ốc vít. Tiến hành lần lượt từng mặt đảm bảo sao cho hai thanh ray song song và không có sự chênh lệch về khoảng cách.
Bước 5: Lắp ngăn kéo/ hộc tủ đã tháo rời vào trong hệ tủ Sau khi đã định vị thanh ray và trượt vào hai bên thành tủ và ngăn kéo, chúng ta tiến hành lắp đặt ngăn kéo vào bên trong. Bằng cách đặt ngăn kéo theo chiều ngang song song với phần tủ chứa ngăn kéo đã lắp đặt thanh trượt. Từ từ đưa ngăn kéo vào bên trong sao cho hai mặt thanh ray và thanh trượt khớp với nhau.
Cuối cùng, bạn có thể dùng khăn mềm để vệ sinh ngăn kéo/ hộc tủ khỏi bụi gỗ. Như vậy là bạn đã hoàn thành việc lắp đặt một hệ ray trượt giảm chấn một cách nhanh gọn.
4. Cách lắp đặt ben nâng chống cánh tủ Piston 100N:
